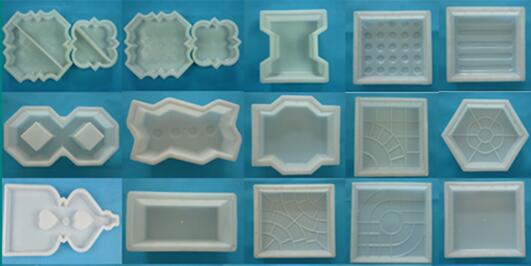
在彩磚塑料模具制品的生產(chǎn)過程中,凹陷(也稱縮痕、縮坑)是一種常見的表面缺陷。它通常表現(xiàn)為制品局部表面下凹,影響產(chǎn)品外觀、尺寸精度和整體強(qiáng)度。要有效解決這一問題,需要從成因分析入手,并采取系統(tǒng)性的預(yù)防與處理措施。
一、 凹陷缺陷的主要成因
- 冷卻不均與保壓不足:這是最核心的原因。當(dāng)模具型腔內(nèi)熔體冷卻固化時,壁厚較厚或筋、凸臺背面的區(qū)域冷卻較慢,會因材料收縮而形成局部真空,若此時注射保壓壓力不足或保壓時間不夠,后續(xù)熔體無法有效補(bǔ)充,就會導(dǎo)致表面凹陷。
- 原料與工藝問題:
- 原料收縮率過大:不同塑料原料的收縮特性不同,選擇收縮率過高的原料易加劇凹陷。
- 熔體溫度過高:過高的溫度會增大熔體的冷卻收縮量。
- 注射速度不當(dāng):速度過快可能導(dǎo)致排氣不暢,形成氣穴;過慢則熔體前沿易冷卻,影響補(bǔ)縮。
- 冷卻時間不足:制品未充分冷卻定形便脫模,內(nèi)部可能繼續(xù)收縮導(dǎo)致變形或凹陷。
- 模具設(shè)計(jì)缺陷:
- 壁厚設(shè)計(jì)不合理:制品壁厚差異過大,厚壁處冷卻慢,收縮集中。
- 澆口位置或尺寸不當(dāng):澆口過早凝固封閉,阻斷了保壓補(bǔ)縮通道。
- 流道與冷卻系統(tǒng)設(shè)計(jì)不佳:冷卻水路布局不合理,無法實(shí)現(xiàn)均勻高效冷卻。
- 排氣不良:困住的空氣或揮發(fā)性氣體被壓縮,在冷卻后形成真空凹陷。
二、 系統(tǒng)性處理辦法與優(yōu)化措施
- 優(yōu)化注塑工藝參數(shù):
- 適當(dāng)提高保壓壓力和延長保壓時間:確保澆口凝固前有足夠的熔體補(bǔ)償收縮。可采用分段保壓,先高壓快速補(bǔ)縮,后低壓維持。
- 優(yōu)化熔體溫度與模具溫度:在保證流動性的前提下,適當(dāng)降低熔體溫度。適當(dāng)提高模具溫度(特別是凹陷區(qū)域),可延緩局部冷卻,利于補(bǔ)縮,但需平衡周期。
- 調(diào)整注射速度:一般采用“慢-快-慢”的多級注射控制,確保型腔充滿同時利于排氣和減少內(nèi)應(yīng)力。
- 保證足夠的冷卻時間:確保制品核心部分充分固化定型后再脫模。
- 改進(jìn)模具設(shè)計(jì)與維護(hù):
- 優(yōu)化產(chǎn)品與模具結(jié)構(gòu):在滿足功能前提下,盡量減小壁厚差異,采用均勻壁厚設(shè)計(jì)。對于無法避免的厚壁處,可考慮將其設(shè)計(jì)成中空結(jié)構(gòu)或添加裝飾性紋理以掩飾輕微凹陷。
- 優(yōu)化澆注系統(tǒng):增大澆口尺寸或調(diào)整澆口位置,使其靠近厚壁區(qū)域,延長澆口封閉時間,保證補(bǔ)縮通道暢通。主流道和分流道應(yīng)有足夠尺寸以減少壓力損失。
- 強(qiáng)化冷卻系統(tǒng):重點(diǎn)在易產(chǎn)生凹陷的厚壁區(qū)域加強(qiáng)冷卻(如增設(shè)冷卻水路、使用導(dǎo)熱性更好的模具材料或鑲件),使整個制品冷卻速率趨于一致。定期檢查并清理冷卻水道,保證冷卻效率。
- 確保充分排氣:在熔體流動末端、筋槽底部等易困氣區(qū)域開設(shè)或清理排氣槽(深度通常為0.02-0.04mm),必要時可使用真空輔助排氣。
- 嚴(yán)控原材料與輔助處理:
- 選擇合適的原料:選用收縮率較低、流動性適中的塑料牌號。對于要求高的彩磚制品,可考慮使用改性材料(如添加適量填料以降低收縮)。
- 原料預(yù)處理:嚴(yán)格按規(guī)范對原料進(jìn)行干燥,減少水分汽化導(dǎo)致的氣泡和凹陷。
- 制品后處理:對于已出現(xiàn)輕微凹陷的制品,可嘗試在脫模后立即放入定型夾具中緩慢冷卻,或進(jìn)行適當(dāng)?shù)耐嘶鹛幚恚葬尫艃?nèi)應(yīng)力、減少變形。
解決彩磚塑料模具制品的凹陷缺陷是一個涉及原料、工藝、模具及設(shè)備管理的系統(tǒng)工程。最有效的方法是以預(yù)防為主,通過科學(xué)合理的模具設(shè)計(jì)和精確穩(wěn)定的工藝控制來消除隱患。當(dāng)問題出現(xiàn)時,應(yīng)遵循“由易到難”的原則,先從調(diào)整工藝參數(shù)入手,再考慮模具和原料的優(yōu)化,從而經(jīng)濟(jì)高效地提升彩磚制品的質(zhì)量與合格率。